



Färsning med Nova Industri
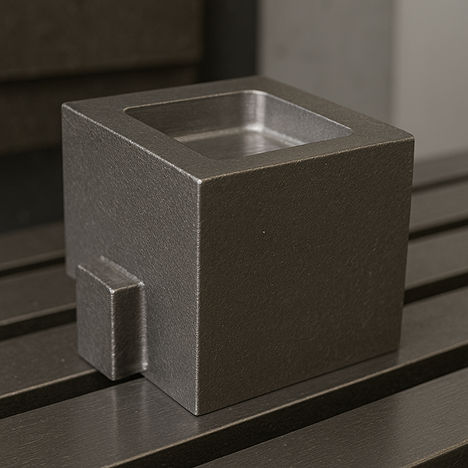
Här på Nova industri genomför vi fräsning av diverse olika material. Vi tillverkar många typer av ditaljer för allahanda industrier. Är du i behov av kvalitativ fräsning? Då kan du höra av dig till oss!


Här på Nova industri genomför vi fräsning av diverse olika material. Vi tillverkar många typer av ditaljer för allahanda industrier. Är du i behov av kvalitativ fräsning? Då kan du höra av dig till oss!